-
1.png "Станки и оборудование") Станки и оборудование
Станки и оборудование
-
 Запчасти для токарных станков
Запчасти для токарных станков
-
 Запчасти для фрезерных станков
Запчасти для фрезерных станков
-
 Запчасти для сверлильных станков
Запчасти для сверлильных станков
-
 Запчасти для трубонарезных станков 1А983, 1Н983
Запчасти для трубонарезных станков 1А983, 1Н983
-
 Ремонт узлов станка
Ремонт узлов станка
-
 Запчасти к станку 3Г71
Запчасти к станку 3Г71
-
 Барабаны уравновешивания 2А450, 2Д450, 2В440
Барабаны уравновешивания 2А450, 2Д450, 2В440
-
 Винт поперечной подачи
Винт поперечной подачи
-
 Винт ходовой
Винт ходовой
-
 Внутришлифовальные головки ВШГ
Внутришлифовальные головки ВШГ
-
 Задняя бабка
Задняя бабка
-
.jpg "Кулачки для станков 1512, 1516, 1525, 1531, 1541") Кулачки для станков 1512, 1516, 1525, 1531, 1541
Кулачки для станков 1512, 1516, 1525, 1531, 1541
-
1.png "Каретка токарного станка") Каретка токарного станка
Каретка токарного станка
-
.png "Клинья суппорта и каретки") Клинья суппорта и каретки
Клинья суппорта и каретки
-
.jpg "Конусная линейка токарного станка") Конусная линейка токарного станка
Конусная линейка токарного станка
-
 Коробка подач
Коробка подач
-
") Коробка скоростей (шпиндельная бабка)
Коробка скоростей (шпиндельная бабка)
-
11.png "Люнеты к станкам") Люнеты к станкам
Люнеты к станкам
-
 Магнитные и электромагнитные плиты
Магнитные и электромагнитные плиты
-
 Магнитные сепараторы
Магнитные сепараторы
-
1-mal.jpg "Маточная гайка") Маточная гайка
Маточная гайка
-
-mal-25.png "Муфта-тормоз серии УВ31, УД") Муфта-тормоз серии УВ31, УД
Муфта-тормоз серии УВ31, УД
-
1.jpg "Насосы к станкам") Насосы к станкам
Насосы к станкам
-
-copy-1_2018-07-31_13-37-00_2018-08-03_07-46-39.png "Патроны токарные") Патроны токарные
Патроны токарные
-
 Паспорта для станков
Паспорта для станков
-
 Поверочные плиты
Поверочные плиты
-
 Подшипники
Подшипники
-
.jpg "Пружины противовеса") Пружины противовеса
Пружины противовеса
-
 Оснастка станочная
Оснастка станочная
-
 Резцедержатель в сборе
Резцедержатель в сборе
-
 Столы поворотные
Столы поворотные
-
.jpg "Суппорт в сборе") Суппорт в сборе
Суппорт в сборе
-
 Таблички и шильдики на станки
Таблички и шильдики на станки
-
 Фартук в сборе
Фартук в сборе
-
-copy-1_2018-07-31_13-38-49_2018-08-03_07-47-26.png "Фрикционный вал (муфта) в сборе") Фрикционный вал (муфта) в сборе
Фрикционный вал (муфта) в сборе
-
 Фрикционный диск
Фрикционный диск
-
.jpg "Производство шестерен") Производство шестерен
Производство шестерен
-
 Шпиндель
Шпиндель
-
-copy-1_2018-07-31_13-40-04_2018-08-03_07-47-48.png "Шкив") Шкив
Шкив
-
 Экран защитный
Экран защитный
-
 Электромагнитные муфты ЭТМ
Электромагнитные муфты ЭТМ

г.Энгельс, 1-ый Студенческий проезд, 2А
8(8453)759-798, 8(917)201-86-92, info@sar-snab.ru
Товары в корзине
- Всего к оплате:

_2021-01-15_15-44-18.jpg "Коробка подач в сборе 6Н83 купить")
_2021-01-15_15-44-26.jpg "Коробка подач в сборе 6Н83 цена")
_2021-01-15_15-44-32.jpg "Коробка подач в сборе 6Н83 недорого")
_2021-01-15_15-44-18.jpg "Коробка подач в сборе 6Н83 купить")
_2021-01-15_15-44-26.jpg "Коробка подач в сборе 6Н83 цена")
_2021-01-15_15-44-32.jpg "Коробка подач в сборе 6Н83 недорого")
Коробка подач в сборе 6Н83
-
151 250руб.
Коробка подач консольно-фрезерного станка по праву считается одним из важнейших его узлов. Функциональным назначением узла считается обеспечение движений подачи стола с заготовкой – коробка подач 6Н83 гарантирует его перемещение в трех координатах. Выпускаемые серийно более полувека назад горизонтальные фрезерные станки и сегодня продолжают эксплуатироваться на многих предприятиях. Поддерживает станочное оборудование в рабочем состоянии своевременный ремонт, потребность в котором для столь «возрастного» станка периодически возникает.
Благодаря высокой сложности узла ремонт коробки подач 6Н83 достаточно хлопотлив, и проводить его усилиями малоквалифицированных специалистов невозможно. Восстановление узла в заводских условиях исключает вероятность ошибок, но удорожает стоимость ремонта. В большинстве случаев более рациональным, а главное выгодным решением будет купить коробку подач 6Н83 в сборе.
Профильным направлением нашего предприятия является производство запасных частей оригинального качества. Собранная нашими специалистами коробка подач 6Н83, цена которой будет сопоставима с капитальным ремонтом ответственного узла, гарантированно продлит эксплуатационный срок станка.
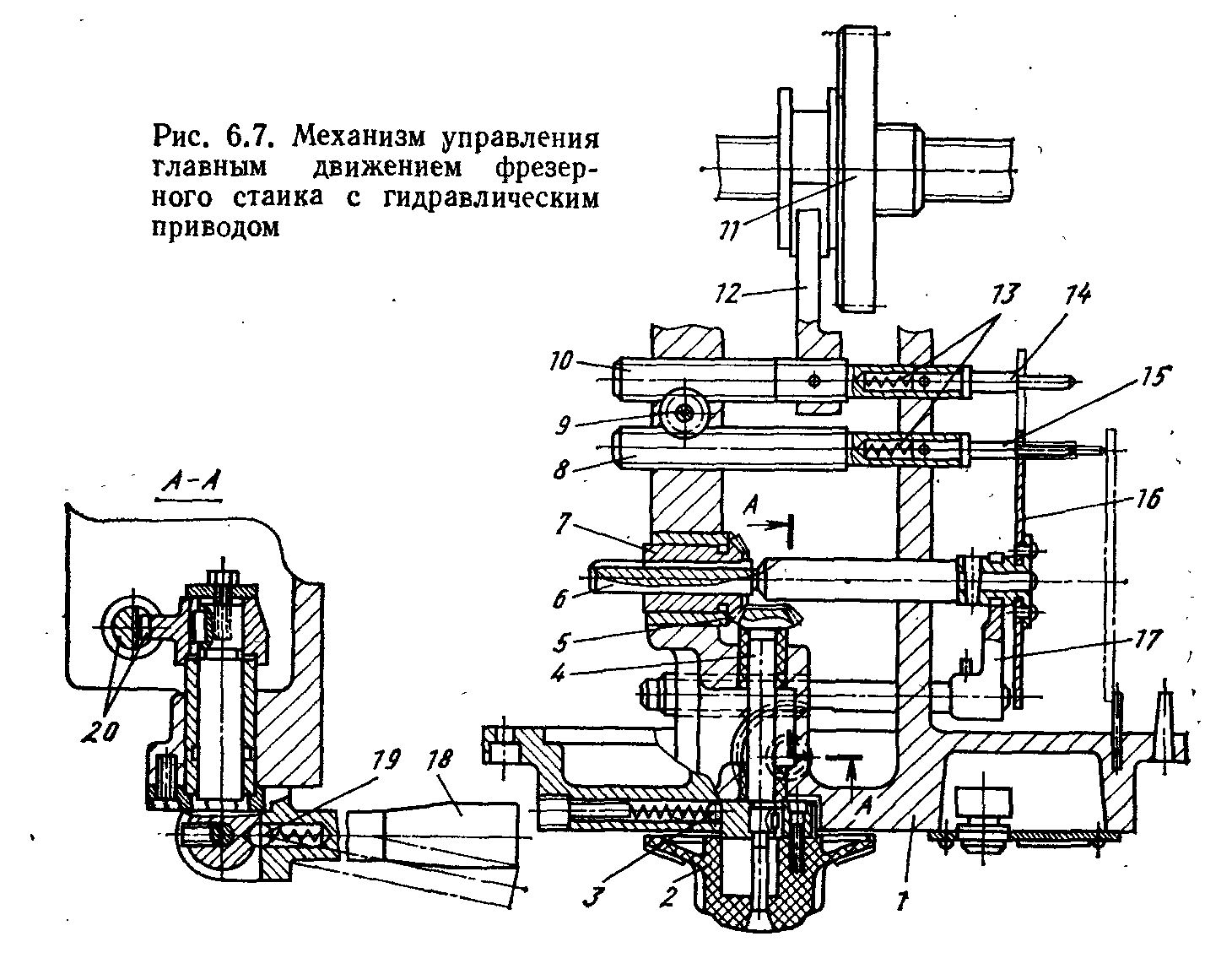
Механизм управления главным движением фрезерного станка показан на рис. 6.7. В отдельном корпусе 1, монтируемом на передней стенке коробки скоростей, расположен указатель 2 частот вращения шпинделя. Поворачивая этот указатель, через установленные на валиках 4 и 6 конические колеса 5 я 7 можно поворачивать диск переключения 16. В диске переключения имеются концентрично расположенные отверстия определенного диаметра, которые при фиксированном повороте диска устанавливаются против каждой пары толкателей 14 и15, предназначенных для переключения одного блока. Число пар толкателей соответствует числу перемещаемых блоков зубчатых колес или кулачковых муфт. На рисунке показан только один блок 11. Толкатели связаны между собой шестереннореечной передачей 8, 9, 10, причем на одном из толкателей закреплена вилка 12, взаимодействующая с блоком. Правые концы толкателей выполнены ступенчатыми для обеспечения двух или трех положений блока. Рукояткой 18 через сектор-рейку 20 перемещают вилку управления диском 17. Между рейками шестеренно-реечной передачи и толкателем установлены пружины 13, которые сжимаются при совпадении зубьев блока и шестерни по торцам. Положение рукоятки 18 и указателя 2 фиксируется соответственно фиксаторами 19 и 3.
В начале переключения рукояткой 18 отводят диск 16 в правое положение. Затем указателем 2 поворачивают диск 16, угловое положейие которого соответствует заданной частоте вращения шпинделя. Рукояткой 18 диск перемещают влево. Если против одного из толкателей каждой пары отсутствует отверстие (против другого толкателя пары в этот момент находится отверстие), то толкатель или непосредственно, или через реечную передачу перемещает блок в нужное положение. Если требуется перемещать тройной блок, то толкатели блока на левом конце имеют две ступени.
Аналогично устроен и механизм управления движением подачи. В тяжелых фрезерных станках механизм переключения имеет гидравлический или электрический привод.
С этим товаром покупают
.jpg "Фрикционная муфта 6Р13 фото 1")
Фрикционный вал 6Р...
Почти полувековой срок от начала производства конс...
_2018-11-29_09-39-45.jpg "Коробка скоростей станка 6Р83 в сборе")
Коробка скоростей ...
Горизонтальный консольно-фрезерный станок 6Р83 – у...
_2021-01-14_10-15-19.jpg "Винт ходовой 6Р83 L=2019 мм с гайками купить")
Винт ходовой 6Р83 ...
Винт ходовой с гайками фрезерного станка 6Р83, ...
1.jpg "Фрикционный вал 2М55 в сборе купить")
Фрикционный вал 2М...
Фрикционный вал или как его еще называют фрикционн...

Отзывы покупателей