-
1.png "Станки и оборудование") Станки и оборудование
Станки и оборудование
-
 Запчасти для токарных станков
Запчасти для токарных станков
-
 Запчасти для фрезерных станков
Запчасти для фрезерных станков
-
 Запчасти для сверлильных станков
Запчасти для сверлильных станков
-
 Запчасти для трубонарезных станков 1А983, 1Н983
Запчасти для трубонарезных станков 1А983, 1Н983
-
 Ремонт узлов станка
Ремонт узлов станка
-
 Запчасти к станку 3Г71
Запчасти к станку 3Г71
-
 Барабаны уравновешивания 2А450, 2Д450, 2В440
Барабаны уравновешивания 2А450, 2Д450, 2В440
-
 Винт поперечной подачи
Винт поперечной подачи
-
 Винт ходовой
Винт ходовой
-
 Внутришлифовальные головки ВШГ
Внутришлифовальные головки ВШГ
-
 Задняя бабка
Задняя бабка
-
.jpg "Кулачки для станков 1512, 1516, 1525, 1531, 1541") Кулачки для станков 1512, 1516, 1525, 1531, 1541
Кулачки для станков 1512, 1516, 1525, 1531, 1541
-
1.png "Каретка токарного станка") Каретка токарного станка
Каретка токарного станка
-
.png "Клинья суппорта и каретки") Клинья суппорта и каретки
Клинья суппорта и каретки
-
.jpg "Конусная линейка токарного станка") Конусная линейка токарного станка
Конусная линейка токарного станка
-
 Коробка подач
Коробка подач
-
") Коробка скоростей (шпиндельная бабка)
Коробка скоростей (шпиндельная бабка)
-
11.png "Люнеты к станкам") Люнеты к станкам
Люнеты к станкам
-
 Магнитные и электромагнитные плиты
Магнитные и электромагнитные плиты
-
 Магнитные сепараторы
Магнитные сепараторы
-
1-mal.jpg "Маточная гайка") Маточная гайка
Маточная гайка
-
-mal-25.png "Муфта-тормоз серии УВ31, УД") Муфта-тормоз серии УВ31, УД
Муфта-тормоз серии УВ31, УД
-
1.jpg "Насосы к станкам") Насосы к станкам
Насосы к станкам
-
-copy-1_2018-07-31_13-37-00_2018-08-03_07-46-39.png "Патроны токарные") Патроны токарные
Патроны токарные
-
 Паспорта для станков
Паспорта для станков
-
 Поверочные плиты
Поверочные плиты
-
 Подшипники
Подшипники
-
.jpg "Пружины противовеса") Пружины противовеса
Пружины противовеса
-
 Оснастка станочная
Оснастка станочная
-
 Резцедержатель в сборе
Резцедержатель в сборе
-
 Столы поворотные
Столы поворотные
-
.jpg "Суппорт в сборе") Суппорт в сборе
Суппорт в сборе
-
 Таблички и шильдики на станки
Таблички и шильдики на станки
-
 Фартук в сборе
Фартук в сборе
-
-copy-1_2018-07-31_13-38-49_2018-08-03_07-47-26.png "Фрикционный вал (муфта) в сборе") Фрикционный вал (муфта) в сборе
Фрикционный вал (муфта) в сборе
-
 Фрикционный диск
Фрикционный диск
-
.jpg "Производство шестерен") Производство шестерен
Производство шестерен
-
 Шпиндель
Шпиндель
-
-copy-1_2018-07-31_13-40-04_2018-08-03_07-47-48.png "Шкив") Шкив
Шкив
-
 Экран защитный
Экран защитный
-
 Электромагнитные муфты ЭТМ
Электромагнитные муфты ЭТМ

г.Энгельс, 1-ый Студенческий проезд, 2А
8(8453)759-798, 8(917)201-86-92, info@sar-snab.ru
Товары в корзине
- Всего к оплате:

_2019-08-14_11-17-08.jpg "Суппорт в сборе 16К20 фото 1")
_2023-10-16_09-46-00.jpg "Суппорт в сборе 16К20 фото 4")
_2023-10-16_09-45-28.jpg "Суппорт в сборе 16К20 фото 2")
_2023-10-16_09-46-45.jpg "Суппорт в сборе 16К20 фото 5")
_2023-10-16_09-45-39.jpg "Суппорт в сборе 16К20 фото 3")
_2019-08-14_11-17-08.jpg "Суппорт в сборе 16К20 фото 1")
_2023-10-16_09-46-00.jpg "Суппорт в сборе 16К20 фото 4")
_2023-10-16_09-45-28.jpg "Суппорт в сборе 16К20 фото 2")
_2023-10-16_09-46-45.jpg "Суппорт в сборе 16К20 фото 5")
_2023-10-16_09-45-39.jpg "Суппорт в сборе 16К20 фото 3")
Суппорт в сборе 16К20
-
135 350руб.
Суппорт в сборе с резцедержателем 16К20.040.001
Точность металлообработки – главное требование, предъявляемое к металлообрабатывающему оборудованию и станки токарно-винторезной группы, в частности популярные 16К20 не составляют исключения. За этот важный параметр отвечают практически все функциональные узлы станка, среди которых важное место занимает суппорт, венчающий кинематическую схему оборудования по линии движений подач. Таким образом, суппорт в сборе 16К20, купить который позволяет каталог настоящего сайта, представляет собой важное звено кинематики станка, гарантирующее точность металлообработки.
Поворотное основание суппорта позволяет ориентировать узел относительно вертикальной оси, вплоть до параллельного передвижения относительно оси вращения заготовки. За эту возможность суппорт носит дополнительное название малой продольной подачи. Конструктивно суппорт в собранном виде включает:
- основание на поворотных салазках, закрепляемое в верхней части каретки с винтовой парой, управляющей подвижной частью;
- подвижную верхнюю часть, перемещаемую по направляющим типа «ласточкин хвост» и управляющую положением резцов;
- резцовую головку (резцедержатель), позволяющую фиксировать до 4-х резцов и оперативно выбирать один из них.
: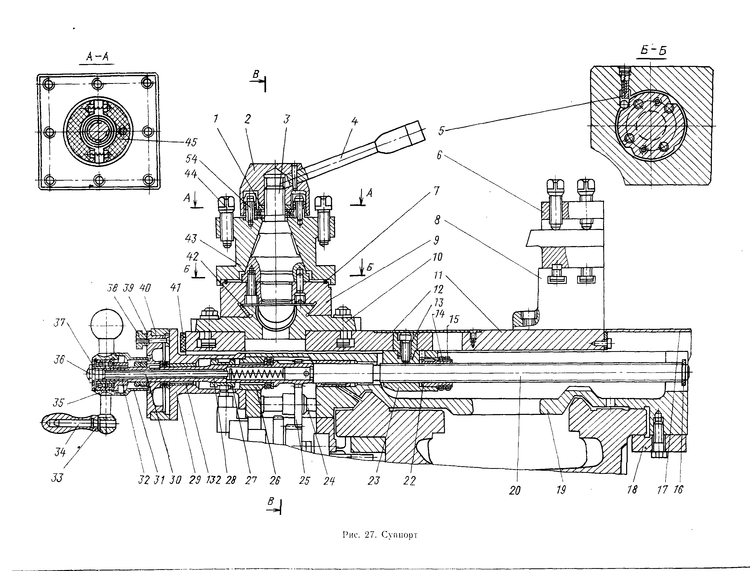
Мертвый ход винта 20 привода поперечных салазок 11, возникающий при износе гаек 22 и 23, устраняется следующим образом:
Снимается крышка 12 и при помощи выколотки (бородки) из мягкого металла отворачивается контргайка 15. Выборка зазора в винтовой паре осуществляется вращением гайки 14. Величина зазора определяется по лимбу 40 при легком поворачивании рукоятки 33. Оптимальная величина зазора в винтовой паре соответствует свободному ходу в пределах одного деления лимба. Затем контргайки 15 затягиваются и устанавливается крышка 12.
Поставляемый по особому заказу задний резцедержатель 8 устанавливается на поперечных салазках, как показано на рис. 27.
- Если по мере износа рукоятка 4 в зажа-том положении останавливается в неудобном для токаря месте, то посредством подшлифовывания или замены проставочного кольца 1 можно установить рукоятку 4 в требуемое положение.
- При понижении точности фиксации резцедержателя 43 нужно разобрать резцовую головку и произвести тщательную очистку рабочих поверхностей сопрягаемых деталей. При дроблении резцедержателя необходимо провести притирку конусов.
- Установка оптимального зазора между кареткой 19 и планками 18, 64 и 66 осуществляется путем шлифования последних.
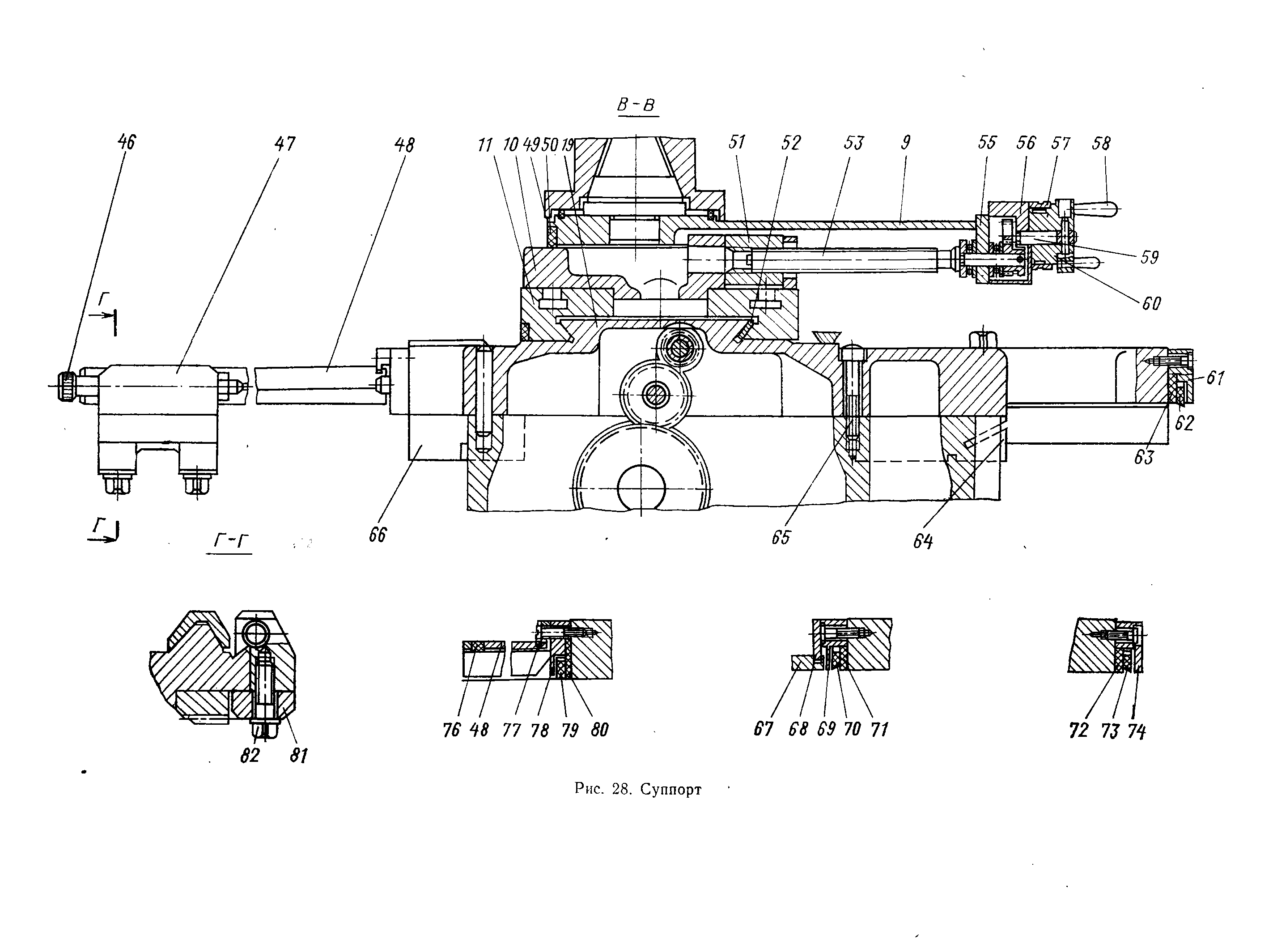
Выборка зазора в направляющих поперечных салазок 11 и резцовых салазок 9 производится подтягиванием соответствующих клиньев 52 и 42 при помощи винтов, головки которых расположены в отверстиях протекторов 41 и 49.
Для удобства определения величин перемещения резцовых и поперечных салазок при обработке деталей суппорт снабжен масштабными линейками.
На резцовых салазках 9 установлена линейка с ценой деления 1 мм. Отсчет производится по визиру, закрепленному на поворотной части 10 суппорта. На каретке 19 установлена линейка с ценой деления 10 мм на диаметр изделия, по которой осуществляется контроль величины перемещения поперечных салазок И при помощи закрепленного на них визира.
Конструкция линейки, закрепленной на каретке, предусматривает установку жесткого упора поперечных перемещений, поставляемого по особому заказу. Жесткий микрометрический упор 47 ограничения продольных перемещений крепится на передней полке станины двумя винтами 82.
Станок модели 16К20П комплектуется суппортом с механическим приводом резцовых салазок (рис. 29, 30), который также по особому заказу может быть поставлен со станком модели 16К20. Включение механического перемещения резцовых салазок 9 осуществляется вытягиванием на себя кнопки 122 при зажатой рукоятке 129. Величина подачи резцовых салазок равна Д величины продольной подачи суппорта.Конструкция линейки, закрепленной на каретке, предусматривает установку жесткого упора поперечных перемещений, поставляемого по особому заказу. Жесткий микрометрический упор 47 ограничения продольных перемещений крепится на передней полке станины двумя винтами 82.
Примечание: Номерами, начинающимися со 100, обозначены детали, относящиеся только к суппорту с механическим приводом резцовых салазок. Числами меньше 100 - детали, унифицированные от суппорта с ручным перемещением резцовых салазок (рис. 27, 28).
Представленная на рис. 31 схема служит для правильной установки заглушек, пробок и прокладок системы смазки в каретку при ремонте станка.
Отзывы покупателей
С этим товаром покупают

Валы станка 16К20...
Валы осей, фрикционные, ходовые для токарно-винтор...
-2240-(1)_2021-01-14_08-24-14.jpg "Ремень клиновой В(Б) 2240 купить")
Ремень клиновой В(...
Клиноременная передача – простой и весьма распрост...
_2022-07-14_08-48-52.jpg "Насос Г11-11А. Насосы к станкам и промышленному оборудованию.")
Насос Г11-11А...
Насос Г11-11А
Насосы этой серии предназначены ...
Хит!
_2019-07-24_14-30-02.jpg "Шестерни станка 16К20")
Шестерни станка 16...
Сменные шестерни (зубчатые колеса) к станку 16К2...

Товар пришел быстро. Сразу брали 3 суппорта и качество на высоте. Изначально боялся брать, но все же решился. Очень хороший персонал работает на сайте и все объяснили без проблем. Я остался довольный, буду покупать еще. Спасибо большое
Приобрели 2 суппорта у этой организации. Нам сразу сказал менеджер, что суппорт после шабровки, поэтому были сомнения по этому поводу. Но когда получили и поставили на станок - сомнения развеялись. Нормальные ребята, спасибо.