-
1.png "Станки и оборудование") Станки и оборудование
Станки и оборудование
-
 Запчасти для токарных станков
Запчасти для токарных станков
-
 Запчасти для фрезерных станков
Запчасти для фрезерных станков
-
 Запчасти для сверлильных станков
Запчасти для сверлильных станков
-
 Запчасти для трубонарезных станков 1А983, 1Н983
Запчасти для трубонарезных станков 1А983, 1Н983
-
 Ремонт узлов станка
Ремонт узлов станка
-
 Запчасти к станку 3Г71
Запчасти к станку 3Г71
-
 Барабаны уравновешивания 2А450, 2Д450, 2В440
Барабаны уравновешивания 2А450, 2Д450, 2В440
-
 Винт поперечной подачи
Винт поперечной подачи
-
 Винт ходовой
Винт ходовой
-
 Внутришлифовальные головки ВШГ
Внутришлифовальные головки ВШГ
-
 Задняя бабка
Задняя бабка
-
.jpg "Кулачки для станков 1512, 1516, 1525, 1531, 1541") Кулачки для станков 1512, 1516, 1525, 1531, 1541
Кулачки для станков 1512, 1516, 1525, 1531, 1541
-
1.png "Каретка токарного станка") Каретка токарного станка
Каретка токарного станка
-
.png "Клинья суппорта и каретки") Клинья суппорта и каретки
Клинья суппорта и каретки
-
.jpg "Конусная линейка токарного станка") Конусная линейка токарного станка
Конусная линейка токарного станка
-
 Коробка подач
Коробка подач
-
") Коробка скоростей (шпиндельная бабка)
Коробка скоростей (шпиндельная бабка)
-
11.png "Люнеты к станкам") Люнеты к станкам
Люнеты к станкам
-
 Магнитные и электромагнитные плиты
Магнитные и электромагнитные плиты
-
 Магнитные сепараторы
Магнитные сепараторы
-
1-mal.jpg "Маточная гайка") Маточная гайка
Маточная гайка
-
-mal-25.png "Муфта-тормоз серии УВ31, УД") Муфта-тормоз серии УВ31, УД
Муфта-тормоз серии УВ31, УД
-
1.jpg "Насосы к станкам") Насосы к станкам
Насосы к станкам
-
-copy-1_2018-07-31_13-37-00_2018-08-03_07-46-39.png "Патроны токарные") Патроны токарные
Патроны токарные
-
 Паспорта для станков
Паспорта для станков
-
 Поверочные плиты
Поверочные плиты
-
 Подшипники
Подшипники
-
.jpg "Пружины противовеса") Пружины противовеса
Пружины противовеса
-
 Оснастка станочная
Оснастка станочная
-
 Резцедержатель в сборе
Резцедержатель в сборе
-
 Столы поворотные
Столы поворотные
-
.jpg "Суппорт в сборе") Суппорт в сборе
Суппорт в сборе
-
 Таблички и шильдики на станки
Таблички и шильдики на станки
-
 Фартук в сборе
Фартук в сборе
-
-copy-1_2018-07-31_13-38-49_2018-08-03_07-47-26.png "Фрикционный вал (муфта) в сборе") Фрикционный вал (муфта) в сборе
Фрикционный вал (муфта) в сборе
-
 Фрикционный диск
Фрикционный диск
-
.jpg "Производство шестерен") Производство шестерен
Производство шестерен
-
 Шпиндель
Шпиндель
-
-copy-1_2018-07-31_13-40-04_2018-08-03_07-47-48.png "Шкив") Шкив
Шкив
-
 Экран защитный
Экран защитный
-
 Электромагнитные муфты ЭТМ
Электромагнитные муфты ЭТМ

г.Энгельс, 1-ый Студенческий проезд, 2А
8(8453)759-798, 8(917)201-86-92, info@sar-snab.ru
Товары в корзине
- Всего к оплате:

_2018-11-29_11-15-36.jpg "Коробка подач в сборе 1К62. Запчасти к станкам.")
_2018-11-29_11-15-36.jpg "Коробка подач в сборе 1К62. Ремонт станков.")
_2018-11-29_11-15-36.jpg "Коробка подач в сборе 1К62. Запчасти и комплектующие к станкам.")
_2018-11-29_11-15-36.jpg "Коробка подач в сборе 1К62. Запчасти к станкам.")
_2018-11-29_11-15-36.jpg "Коробка подач в сборе 1К62. Ремонт станков.")
_2018-11-29_11-15-36.jpg "Коробка подач в сборе 1К62. Запчасти и комплектующие к станкам.")
Коробка подач в сборе 1К62
-
102 850руб.
Серийный выпуск универсального токарно-винторезного станка 1К62 начался шесть с половиной десятилетий назад. Солидный возраст «ветеранов производства» сказывается на техническом состоянии оборудования и одним из узлов подлежащих износу является коробка подач 1К62. Главная характеристика металлорежущего оборудования – точность зависит от изношенности практически всех узлов станка. Вносит свой вклад и коробка подач (1К62.07.01), отвечающая за металлообработку в автоматическом режиме, в частности при нарезании резьбы. Неслучайно узел, проработавший несколько десятилетий, утрачивает былые характеристики и ему необходим ремонт.
Ремонт коробки подач 1К62 достаточно сложен, для полного восстановления исходных (заводских) параметров он должен быть капитальным с заменой всех комплектующих. Разумеется, последние должны по качеству соответствовать оригинальным, да и проводить капремонт следует в заводских условиях. Только это может служить гарантией качественного восстановления станка.
Во избежание затрат на проведение капитального ремонта можно купить коробку подач 1К62 в сборе по доступной цене. В нашем каталоге Вы встретите этот узел, собранный профессионалами предприятия с соблюдением технологий производителя.
Коробка подач в сборе для токарно-винторезного станка 1К62, она же Нортон
Ремонт коробки подач 1К62 достаточно сложен, для полного восстановления исходных (заводских) параметров он должен быть капитальным с заменой всех комплектующих. Разумеется, последние должны по качеству соответствовать оригинальным, да и проводить капремонт следует в заводских условиях. Только это может служить гарантией качественного восстановления станка.
Во избежание затрат на проведение капитального ремонта можно купить коробку подач 1К62 в сборе по доступной цене. В нашем каталоге Вы встретите этот узел, собранный профессионалами предприятия с соблюдением технологий производителя.
Коробка подач в сборе для токарно-винторезного станка 1К62, она же Нортон
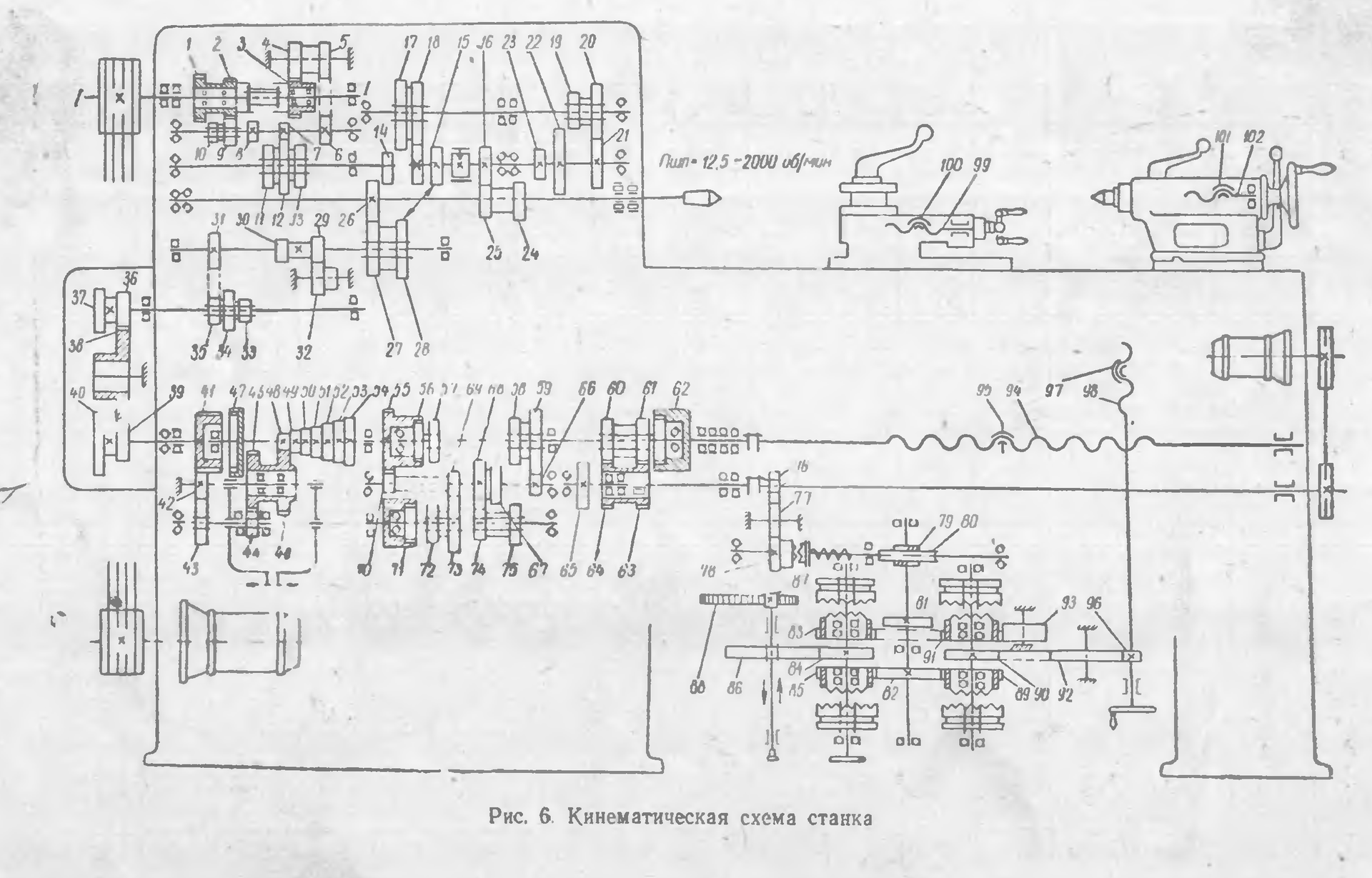
Выдержка из паспорта:
Коробка подач получает движение от выходного вала передней бабки через сменные зубчатые колеса приклона. Механизм коробки подач позволяет получить все предусмотренные ГОСТом виды резьб и необходимые подачи. Через ходовой винт с шагом 12 мм (без звена увеличения шага) можно получить следующие резьбы:
- а) метрические с шагом от 1 до 12 мм;
- б) дюймовые с 24 до 2 ниток на 1";
- в) модульные от 0,5 до 3 модулей;
- г) питчевые с 96 до 1 питча
Посредством механизма увеличения шага при числе оборотов шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, превышающим нормальный и 32 раза, а при числе оборотов от 50 до 160 - в 8 раз и в соответствии с данными таблицы на рукоятке 20.
Через ходовой валик суппорт при любом числе оборотов шпинделя получает продольные подачи от 0,07 до 2,08 мм/об (от 0,0028 до 0,819 дюйм/об.) и поперечные от 0,035 до 1,01 мм/об (от 0,00178 до 0,052 дюйм/об.), а при числе оборотов эт 50 до 630 в минуту продольные подачи от 2,28 до 4,16 мм/об (от 0,09 до 0,1638 дюйм/об.) и поперечные от 1,14 до 2,08 мм/об (от 0,056 до 0,104 дюйм/об.).
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 19. При котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными шестернями специального набора.
Поворотом рукоятки 20 выбирается выбор ряда резьб пли подач. Для получения требуемой величины из выбранного ряда резьбы или подачи, необходимо знак барабана за рукоятки вытащить на себя, повернуть до совпадения риски диски с риской барабана, а затем подать диск вперед в прежнее положение
Для осуществления быстрых перемещений суппорта в коробке подачи на выходном валу смонтирована обгонная муфта.
С этим товаром покупают
_2020-05-20_10-25-21.jpg "Пиноль в сборе задней бабки 1К62 фото 1")
Пиноль задней бабк...
Пиноль ремонтная задней бабки станка 1К62. Номер...
_2021-09-06_14-14-44.jpg "Задняя бабка 1К62 фото 2")
Задняя бабка в сбо...
Токарно-винторезный станок 1К62 – достойный пред...
_2020-04-10_09-25-16.jpg "Люнет неподвижный 1К62 фото 5")
Люнет неподвижный ...
Люнет неподвижный токарно-винторезного станка 1К...
_2020-05-20_10-22-24.jpg "Фрикционный вал 1К62 фото 2")
Фрикционный вал 1К...
Серийный выпуск универсального токарно-винторезног...

Отзывы покупателей