-
1.png "Станки и оборудование") Станки и оборудование
Станки и оборудование
-
 Запчасти для токарных станков
Запчасти для токарных станков
-
 Запчасти для фрезерных станков
Запчасти для фрезерных станков
-
 Запчасти для сверлильных станков
Запчасти для сверлильных станков
-
 Запчасти для трубонарезных станков 1А983, 1Н983
Запчасти для трубонарезных станков 1А983, 1Н983
-
 Ремонт узлов станка
Ремонт узлов станка
-
 Запчасти к станку 3Г71
Запчасти к станку 3Г71
-
 Барабаны уравновешивания 2А450, 2Д450, 2В440
Барабаны уравновешивания 2А450, 2Д450, 2В440
-
 Винт поперечной подачи
Винт поперечной подачи
-
 Винт ходовой
Винт ходовой
-
 Внутришлифовальные головки ВШГ
Внутришлифовальные головки ВШГ
-
 Задняя бабка
Задняя бабка
-
.jpg "Кулачки для станков 1512, 1516, 1525, 1531, 1541") Кулачки для станков 1512, 1516, 1525, 1531, 1541
Кулачки для станков 1512, 1516, 1525, 1531, 1541
-
1.png "Каретка токарного станка") Каретка токарного станка
Каретка токарного станка
-
.png "Клинья суппорта и каретки") Клинья суппорта и каретки
Клинья суппорта и каретки
-
.jpg "Конусная линейка токарного станка") Конусная линейка токарного станка
Конусная линейка токарного станка
-
 Коробка подач
Коробка подач
-
") Коробка скоростей (шпиндельная бабка)
Коробка скоростей (шпиндельная бабка)
-
11.png "Люнеты к станкам") Люнеты к станкам
Люнеты к станкам
-
 Магнитные и электромагнитные плиты
Магнитные и электромагнитные плиты
-
 Магнитные сепараторы
Магнитные сепараторы
-
1-mal.jpg "Маточная гайка") Маточная гайка
Маточная гайка
-
-mal-25.png "Муфта-тормоз серии УВ31, УД") Муфта-тормоз серии УВ31, УД
Муфта-тормоз серии УВ31, УД
-
1.jpg "Насосы к станкам") Насосы к станкам
Насосы к станкам
-
-copy-1_2018-07-31_13-37-00_2018-08-03_07-46-39.png "Патроны токарные") Патроны токарные
Патроны токарные
-
 Паспорта для станков
Паспорта для станков
-
 Поверочные плиты
Поверочные плиты
-
 Подшипники
Подшипники
-
.jpg "Пружины противовеса") Пружины противовеса
Пружины противовеса
-
 Оснастка станочная
Оснастка станочная
-
 Резцедержатель в сборе
Резцедержатель в сборе
-
 Столы поворотные
Столы поворотные
-
.jpg "Суппорт в сборе") Суппорт в сборе
Суппорт в сборе
-
 Таблички и шильдики на станки
Таблички и шильдики на станки
-
 Фартук в сборе
Фартук в сборе
-
-copy-1_2018-07-31_13-38-49_2018-08-03_07-47-26.png "Фрикционный вал (муфта) в сборе") Фрикционный вал (муфта) в сборе
Фрикционный вал (муфта) в сборе
-
 Фрикционный диск
Фрикционный диск
-
.jpg "Производство шестерен") Производство шестерен
Производство шестерен
-
 Шпиндель
Шпиндель
-
-copy-1_2018-07-31_13-40-04_2018-08-03_07-47-48.png "Шкив") Шкив
Шкив
-
 Экран защитный
Экран защитный
-
 Электромагнитные муфты ЭТМ
Электромагнитные муфты ЭТМ
г.Энгельс, 1-ый Студенческий проезд, 2А
8(8453)759-798, 8(917)201-86-92, info@sar-snab.ru
Товары в корзине
- Всего к оплате:

_2023-10-03_08-38-36.jpg "Суппорт 1К62 фото 5")
_2023-10-03_08-38-47.jpg "Суппорт 1К62 фото 3")

_2023-10-03_08-38-36.jpg "Суппорт 1К62 фото 5")
_2023-10-03_08-38-47.jpg "Суппорт 1К62 фото 3")

Суппорт в сборе 1К62 1К62.04.01
-
108 280руб.
Суппорт в сборе с резцедержателем для токарно-винторезного станка 1К62.04.01
Крупносерийный выпуск легендарного станка токарно-винторезной группы 1К62 произвел на свет более двухсот тысяч единиц оборудования. В то время как запас прочности заложенный советскими станкостроителями позволяет и сегодня, более четырех десятилетий с момента окончания выпуска популярной модификации пользоваться станком на отечественных предприятиях. Высокие эксплуатационные сроки неизбежно отражаются на работоспособности станка, в первую очередь страдает точность металлообработки. Одним из уязвимых звеньев выступает суппорт, что в ряде случаев вынуждает купить суппорт в сборе 1К62 (1К62.04.01).
Представляя собой, заключительное звено по части движений подач кинематической схемы станка, суппорт управляет подачей режущего инструмента в зону резания. Фактически он придает головке резцедержателя:
- продольную подачу путем продольного перемещения каретки;
- поперечную подачу благодаря вращению винта каретки во всех режимах;
- дополнительно поворотные салазки позволяют перемещать резцы под углом к оси вращения заготовки, вплоть до параллельного направления.
За последнюю возможность ответственный функциональный узел носит второе название – малая продольная подача.
Ремонт суппорта в сборе 1К62 (1К62.04.01) может быть связан как с простыми неисправностями типа люфта винтовой пары, так и с более сложными дефектами, когда клин суппорта перестает справляться с люфтом направляющих. В последнем случае суппорту требуется дорогостоящий капитальный ремонт, затраты на проведение которого вполне сопоставимы со стоимостью самого узла. На практике доступная цена суппорта в сборе 1К62 (1К62.04.01) позволяет рассматривать приобретение нового узла как альтернативное капремонту, а главное рациональное решение.
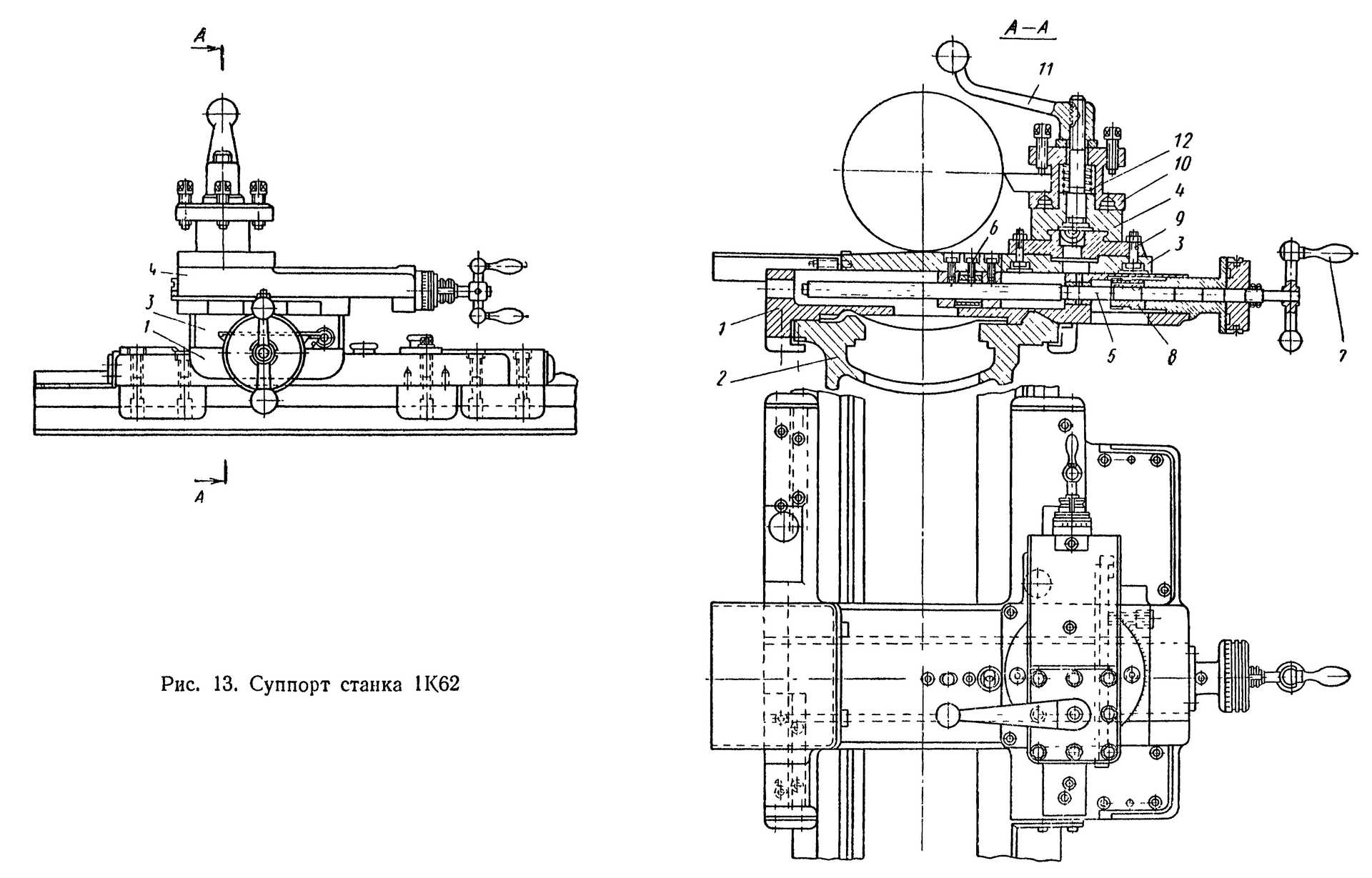
Суппорт 1К62 состоит из следующих основных частей (рис. 13): нижних салазок 1 для продольного перемещения суппорта по направляющим 2 станины, поперечной каретки 3 и резцовых салазок 4. Поперечная каретка перемещается в направляющих нижних салазок с помощью винта 5 и без-люфтовой гайки 6. При ручной подаче винт вращается с помощью рукоятки 7, а при автоматической — от зубчатого колеса 8. В круговых направляющих поперечной каретки 3 установлена поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4 с четырехпозиционным резцедержателем 10. Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки 11 против часовой стрелки резцедержатель 10 приподнимается пружиной 12 — одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку 11 в обратном направлении.
Отзывы покупателей
С этим товаром покупают

Суппорт является достаточно ответственным узлом токарного станка по металлу и представляет собой устройство крепления, смены и перемещения режущего инструмента. От исправности работы суппорта, технического состояния его узлов, качества его постановки и регулировки — зависит качество будущей детали и срок ее изготовления.